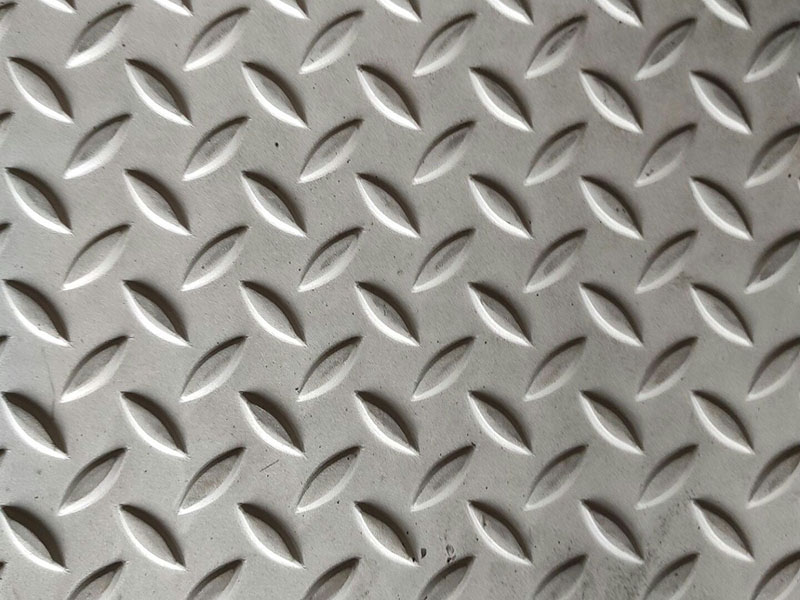
不锈钢水管在生产过程中很可能出现很多问题,比如:偏焊、漏焊、未焊透、咬边等等问题。其中不锈钢焊管在焊接时还有可能出现间隙问题,又该如何解决呢?
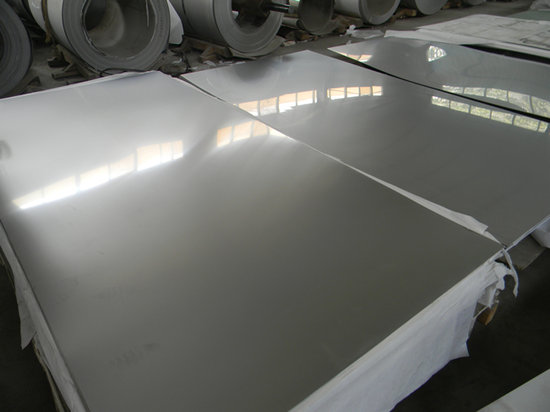
所谓的不锈钢焊接管的间隙是指在焊接期间焊接管道的细焊接。一,不锈钢焊接管焊接温度控制。焊接温度主要受高频涡流热功率的影响。根据相关公式,高频涡流热功率主要受电流频率的影响,卡路里与电流激励力的热量成比例;并且电流激励频率也受激励电压的影响。电流和电容和电感的影响。对于低碳钢,焊接温度控制在1250至1460°C,可以满足管壁厚度3至5mm的焊接要求。
另外,焊接温度也可以通过调节焊接速度来实现。当热量不足时,加热的焊接边缘没有达到焊接温度,而金属组织保持坚固,形成不牢记或未干扰;当输入不足时,加热的焊接边缘超过焊接温度,产生燃烧或熔融,从而焊接形成熔孔。二,控制挤出。在管坯的两个边缘到焊接温度下,在挤出辊的作用下,普通金属晶粒被渗透,结晶,并形成坚固的焊缝。高频感应回路位置的调节。高频感应应尽可能接近挤出辊的位置。